-
tel: +86-18652432772
-
correo electrónico: admin@proman-machine.com
Language

¿CÓMO FUNCIONA LA MÁQUINA DE SOPLADO DE BOTELLAS?
Feb 12, 2019
El proceso de soplado de botellas es un paso importante en la fabricación de botellas para productos líquidos como agua y otras bebidas. Básicamente, este proceso implica el uso de la máquina de soplado de botellas en la moldeación de materiales poliméricos termoplásticos (botella) en formas requeridas.
El proceso combina tanto las técnicas de inyección como de soplado. Veamos cómo funciona en realidad. máquina de soplado de botellas Principio -- Proceso de inyección y soplado
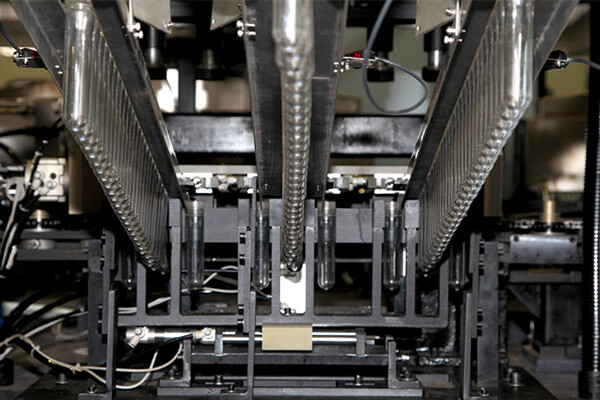
Fase de estiramiento y soplado de preformas:
Aquí, la varilla de estiramiento desciende y estira la preforma, luego se inyecta aire comprimido a través de la boquilla.
La preforma se almacena y transporta al sitio de soplado. Luego se calienta y sopla hasta obtener la forma deseada.
En primer lugar, se inyecta el material para formar una preforma también conocida como un "calcetín", cuya forma se asemeja a un "tubo de ensayo". El cuello de la preforma ya tiene su forma final: es la parte utilizada para sostener la futura botella durante la operación de soplado, por lo que no puede deformarse. Además, si se va a utilizar un tapón, la forma del cuello integra el sistema de fijación, por ejemplo, la rosca: el proceso de inyección es ideal para obtener formas complejas.
Para los polímeros, el material debe deformarse enormemente y no cristalizarse a nivel del cuerpo, lo que requiere trabajar con un molde enfriado; por lo tanto, la preforma sale relativamente fría, lo que relativiza la economía de calentamiento esperada.
For polymers, the material must be enormously deformed and must not crystallize at the body level, which requires working with a cooled mold; the preform therefore comes out relatively cold, which relativizes the expected heating economy;
La inyección es una operación relativamente lenta (varios segundos) mientras que el soplado es muy rápido (alrededor de un segundo), lo que plantea el problema de ajustar las tasas si las operaciones se secuencian.
Fase de soplado:
Aquí, la preforma está encerrada en un molde de soplado con la forma deseada. El molde consta de dos semicarcasas y un fondo extraíble, esta separación permite retirar el molde:
El fondo extraíble permite tener un fondo cóncavo, lo que asegura una buena estabilidad de la botella:
-
Por un lado, un fondo plano se curvaría hacia afuera bajo el efecto del peso del líquido y posiblemente la presión del dióxido de carbono para las bebidas gaseosas
-
Y por otro lado, un rebaje central permite adaptarse a los defectos de la mesa o a los pliegues del mantel, algunas botellas incluso tienen pies
-
El fondo a menudo tiene costillas, también cóncavas, que lo refuerzan, los fondos más resistentes tienen una forma llamada "petaloide "
-
También hay que señalar que el fondo puede tener la forma hueca del corcho, lo que permite apilar las botellas
-
Y finalmente, una concavidad reduce el volumen interno, lo que a veces se utiliza para dar al cliente la impresión de que la botella tiene una capacidad mayor (el cliente percibe el volumen aparente exterior de la botella, pero compra el contenido que tiene el volumen interno);
La separación de las dos semicarcasas permite crear formas complejas para realizar las siguientes funciones:
-
Refuerzo de la botella - evitar deformaciones antiestéticas durante el llenado y agarre (botella blanda) -, mediante ranuras circunferenciales, pero que también reducen la resistencia al aplastamiento (problema al apilar paletas).
-
Estética de la botella (identidad de marca).
-
Agarre fácil (sección central en la cintura de la mano, superficie rugosa para un mejor agarre).
La boquilla de soplado se aplica al cuello, y se inyecta aire comprimido (más comúnmente) en la cavidad a través de la abertura del preformado para presionar el material contra la impresión. La presión de soplado es de unas pocas decenas de bares. El polímero se enfría al entrar en contacto con el molde, lo que congela la pieza en su forma final.
En muchos casos, se realiza el estirado-soplado: una vez que se introduce la preforma en el molde, una varilla de dibujo estira el material en el eje y se lleva a cabo un pre-soplado a unos pocos bares de presión, lo que forma una burbuja. De esta manera, las cadenas de polímero se orientan tanto en el eje de la botella como tangencialmente. Esta doble orientación mejora las propiedades mecánicas de la botella; a veces se utiliza el acrónimo SBO para el soplado bidireccional. Luego se lleva a cabo el soplado final.


Entradas recientes

26 de octubre de 2016
El contratista de ingeniería más exitoso

May 19, 2026
Se están enviando dos líneas de productos a Mauricio



Contáctenos
Información del producto
Cantidad
Unidad
Pieza
Soporte para muestras de pedido, personalización, venta directa al por mayor y pago completo. Si el producto que busca no tiene contenido personalizado correspondiente, complete el formulario a continuación para contactarnos y le responderemos lo antes posible.